OTT-JAKOB夹具的设计思路与安装介绍
机械加工现有生产模式主要体现在工装应用落后,效率低下,工人加工零件时装夹及找正时间长,特别是单件或小批生产频繁更换工装时,大多数时间都是在安装OTT-JAKOB夹具及找正。
实现这一目标的必要措施,就是对现有的夹具进行改造,替换。在机床上应用组合夹具,快换夹具实现加工的同时,减少了频繁更换夹具及找正时间,对整体的生产效率提高起到非常重要的作用。
案例一:快换工装设计思路
快装夹具的应用比我们常用的电动(或液压)卡盘要方便快捷,夹紧也可靠,而且加工不同的工件,生产准备相对简单并且周期短,只需更换不同的弹簧夹头和定位销轴,重新编制加工程序即可方便快捷地加工出各种所需的工件,从而可以低成本地实现较大规模的自动化生产,为企业节省资金。
图1 快换夹具系统
下面本文将介绍经济型数控车床快速安装夹具的设计原理与思路:
1、夹紧机构
在数控车床的床头箱前端增加快装夹紧机构(见图2),其工作原理:拨叉13在齿条轴的推动下由右向左移动,通过瓦6带动活动套8向左移动,钢球12在活动套8的作用下沿夹具体5的斜面向中心移动,同时钢球12向左挤压夹紧套7,使夹紧套7和锁紧挡圈11向左移动,从而使弹簧夹头10向左移动锁紧工件,工件的轴向定位由定位销9来实现。当工件加工完后,拨叉13在齿条轴的推动下向右移动,通过瓦6带动活动套8向右移动,从而使弹簧夹头10松开工件,这样工件的加工就完成了。用户可根据所加工工件的不同来更换不同的弹簧夹头和定位销就可以实现不同工件的加工。
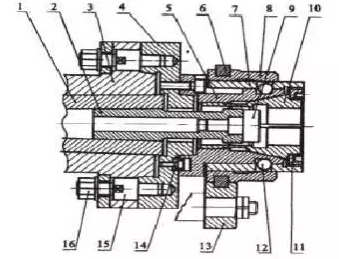
图2 夹紧机构图
1-锥套 2-定位套 3-主轴 4-过渡盘 5-夹具体 6-瓦 7-夹紧套 8-活动套 9-定位销 10-弹簧夹头 11-锁紧档圈 12-钢球 13-拨叉 14-传动链 15-插销螺栓 16-带肩螺母
2、OTT-JAKOB夹具动力部分
OTT-JAKOB夹具动力部分机构见图3:由固定块7和支架3将传动轴2、齿条轴6和回转气缸4等零件固定在车床床头箱前端,与夹紧机构通过拨叉8相连接。工作原理:回转气缸4在气压的作用下带动传动轴2旋转,将动力传递给齿条轴6,齿条轴6带动拨叉沿导向轴5移动,将动力传递给夹具夹紧机构。
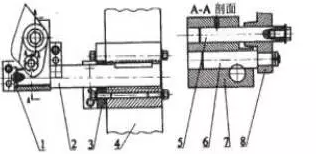
图3 动力机构图
1-挡片 2-传动轴 3-支架 4-回转气缸 5-导向轴 6-齿条轴 7-固定块 8-拨叉
3、OTT-JAKOB夹具控制部分
夹具控制部分装置见图4。工作原理:压缩气体经气源处理三联件1传递给三位四通手动转阀2,由手动转阀2传递给回转气缸3,使气缸动作夹紧和松开工件。
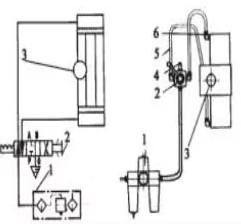
图4 控制原理以及装置图
1-气源处理三联件 2-三位四通手动转阀 3-回转气缸 4-消声器 5-尼龙管 6-管接头
案例二:加工中心夹具的快速安装改造
为了提高立式加工中心的生产效率,缩短夹具的安装时间,利用立式加工中心的性能特点,为自身加工一个能够定位夹紧夹具的附加工作台面,再配备少量的简易附件,就能够快速地安装夹具。
1、自制工作台面的加工
备一块与加工中心工作台面积相同的钢板或铸铁板,厚度约为30-100mm,其数值可根据加工中心主轴距工作台平面的高度、被加工零件的尺寸以及机床规格等情况进行确定。新的工作台平面必须与主轴垂直,并且具有较高的平面度,可以将板的上、下两面磨平后装在机床工作台上也可以先将板的一面加工好,装在加工中心工作台面上,再精铣上平面,作为新的工作台平面。
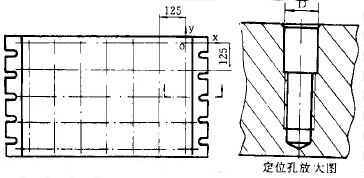
图5 工作台面
2、加工定位夹紧孔
新工作台面完成后,用加工中心加工一组定位夹紧孔。孔按一定规律排列,第一个孔在工作台平面坐标零点,其余孔向着坐标的负方向排列,相邻孔间距离相等。孔距设定考虑以下条件:
(1)匀划分工作台坐标平面。
(2)零件及夹具的尺寸大小。
(3)取易记忆的整数。如图5所示,机床行程、行程时、取孔距。此外对于具有特殊形状尺寸的零件的夹具,还可以在附加工作台上适当的位置另增加夹紧孔,以减小夹具面积,方便操作。
3、配备附件
为方便夹具安装可配备一些附件,圆柱定位销9(见图6a),菱形定位销,定位夹紧销(见图6b),该销在定位的同时可拧上螺母将夹具压紧垫片,供调整菱形销方向用,其厚度为菱形销螺纹螺距的一半垫块的高度与夹具底板高度相同螺堵,当螺堵涂上黄油拧入无定位销的孔内时可防止孔锈蚀。
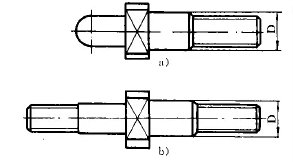
图6 配件图
4、设计相应的OTT-JAKOB夹具
仅要加工一个孔位的零件的夹具,在夹具上预留一个定位孔即可。加工多工位的零件的夹具,预留两个定位孔,孔距与工作台平面上的孔距成倍数。零件加工中切削力较小时可以使用定位夹紧销,夹具上不必再留供夹紧用的边缘部分。一般夹具可按夹紧销的位置预留夹紧边缘或在底板上开槽供夹紧用。
结论
经实践证明,OTT-JAKOB夹具安装快速方便,夹具装夹的同时已经准确定位,直接输人圆柱定位销的坐标即可。简化夹具设计,以利夹具标准化。在加工扁平零件时,不必设计制造高度较大的夹具。夹具的水平面积减小,可以充分利用工作台面,多安放夹具。OTT-JAKOB夹具安装时间可以控制,有利于生产计划管理。
案例三:快速寻位和状态记忆的通用夹具系统
基准自由的零件密封技术是一种安装技术新概念,是PCBF 技术的发展。采用RFPE 夹具加工时,当需要进行工序或安装转换时,通过再一次的材料填充,恢复工件夹具系统的原有形状,通过填充实体表面保留工件最初的位置信息,以作为新的安装过程中工件定位的线索。基于RFPE 技术,提出并研制了一种能够快速寻位和状态记忆的通用夹具系统。
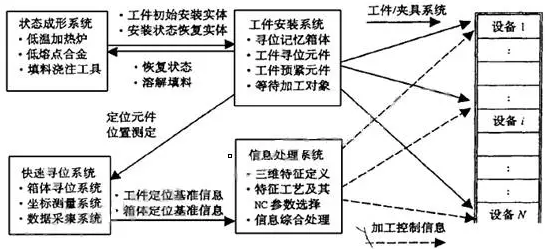
图7 工作流程图
1、基本原理
RL&SM 通用夹具系统采用规范化的板块结构,构成可拆卸的RL&SM 箱体,作为通用夹具系统在机床上快速寻位的基准和记忆工件初始安装信息的实体模型;箱体的各个板块上装有可便利调节的工件寻位元件,其固定后的实际位置通过测量获得,并由数据采集系统送入信息处理系统;工件通过寻位元件确定其在箱体中的初始位置,预紧后注入低熔点合金凝固形成工件的初始安装姿态,使工件、填料和箱体形成一个整体——工件夹具系统。
箱体通过其规则的外部表面、定向键和压板机构,在机床上实现快速定位与夹紧;当需要进行工序或安装转换时, 翻转工件夹具系统,完成规则箱体在机床上的定位与夹紧。图8为分离式双箱结构的RL&SM 寻位箱,箱体的各块板通过柱销定位连接,上箱和下箱之间则通过键实现定位连接,以保证重复装配时的效率和准确工程应用。
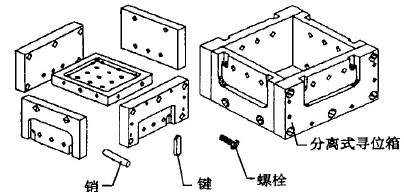
图8 可快速寻位和状态记忆的分离式寻位箱结构
2、工程应用与分析
(1) 机械手肘关节座:这是一个由非加工表面形成外部轮廓的零件,其加工特征分布在不同的方位面上,并具有相互位置精度要求。采用RL&SM 通用夹具系统,工件只需要安装一次(不再需要工艺基准),两次安装RL&SM 箱体即可实现全部加工,图9给出了采用RL&SM 夹具系统进行机械手肘关节座加工的工艺过程。

图9 机械手肘关节座加工工艺过程
(2) 鞍形转子:这是一个具有双曲面外轮廓的高速回转件(见图10)。环壁薄、精度要求高,由于加工时易于产生变形,传统生产中采用互为基准、反复进行工序转换加工成形的方法,不仅加工效率低,而且需要各种专用工装,采用柱形的RL&SM 通用夹具,通过填料增加了工件的刚性,避免了互为基准反复加工的工艺过程,减少工序转换次数,提高切削效率,减少了专用工装的花费,即设计、制造周期和成本等。
图10 高速回转件
(3) 机加工叶片(铝制):这是一个具有复杂曲面的小刚性零件(见图11)。采用RL&SM通用夹具系统除了可以节省原材料,减少辅助加工和安装转换次数,而且由于提高了工件支承刚度。切削用量可以大大提高,切削效率可提高3倍以上,并使加工质量明显得到改善。
图11 小刚性零件
结论
RL&SM 通用夹具系统的研究与实践已取得了重要进展,其中包括RL&SM 箱体的通用性,与夹具原始误差无关的RL&SM 箱体生成技术,填料性能的研究与填料的研制,填料工艺及其参数的研究与控制等。工程验证和部分工程应用结果表明,RL&SM 通用夹具系统具有广泛的工程应用前景,其主要体现在以下几个方面:
(1)具有良好的通用性;
(2)具有高的生产效率、机床利用率和加工质量;
(3)有利于设计制造过程自动化;
(4)结构简单、可靠性好,且成本低, 可以面向任意的工种和任意自动化程度的设备;
(5)RL&SM 通用夹具系统的通用性和规范化,便于实现工件安装、状态成形、OTT-JAKOB夹具寻位和信息处理的自动化,从而可以降低对操作人员的技术要求。


 +86 0755 83233703
+86 0755 83233703







